




Drag
• Komplett stålsvetsad konstruktion, med tillräcklig styrka och styvhet;
• Hydraulisk nedåtgående struktur, pålitlig och smidig;
• Mekanisk stoppenhet, synkront vridmoment och hög precision;
• Bakanslaget använder bakanslagsmekanismen hos en T-skruv med slät stång, som drivs av en motor;
• Övre verktyg med spänningskompensationsmekanism, för att garantera hög böjningsprecision
CNC-system
-1. Den nya kompakta kt15 har en toppmodern komplett pekkontrolllösning för synkroniserade kantpressar. Den erbjuder enklaste CNC-programmering baserad på Delems grafiska pekskärmsgränssnitt. 2. Denna panelbaserade styrning, som standard kan styra upp till 4 axlar, kan integreras i skåp samt användas i ett valfritt pendelarmshus. 3. Den 10,1" bredbilds-TFT-färgskärmen med hög upplösning och industriell multitouch-teknik ger tillgång till det beprövade Delem-användargränssnittet.
4. Maskinjustering och testböjningar reduceras till ett minimum med en snabb och enkel program-till-produktion-arbetssekvens.


Övre verktygs snabbklämma
· Övre verktygets klämanordning är snabbklämning
Multi-V bottenmatrisklämning (tillval)
· Multi-V bottenmatris med olika öppningar


Bakre anslag
· Kulskruv-/foderstyrningen är hög precision
Främre stöd
· Plattform av aluminiumlegering, attraktivt utseende,
Och minska repor på arbetsytan.


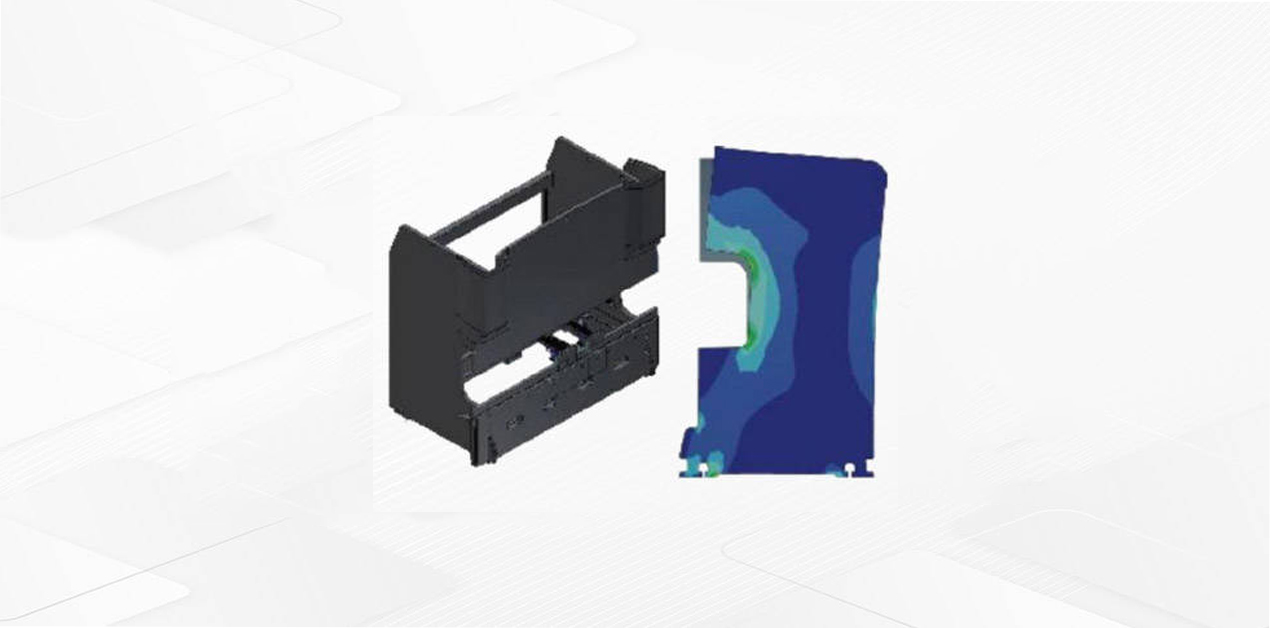
Valfri kröningskompensation för arbetsbord
· En konvex kil består av en uppsättning konvexa sneda kilar med en avfasad yta. Varje utskjutande kil är utformad genom finita elementanalys enligt slidens och arbetsbordets nedböjningskurva.
· CNC-styrsystemet beräknar den erforderliga kompensationsmängden baserat på belastningskraften. Denna kraft orsakar nedböjning och deformation av de vertikala plattorna på sliden och bordet. Och styr automatiskt den relativa rörelsen hos den konvexa kilen för att effektivt kompensera för nedböjningsdeformationen orsakad av sliden och bordets höjare, och erhålla det ideala bockningsarbetsstycket.
Snabbväxlingsmatris för botten
· Använd 2-V snabbväxlingsklämning för bottenmatrisen

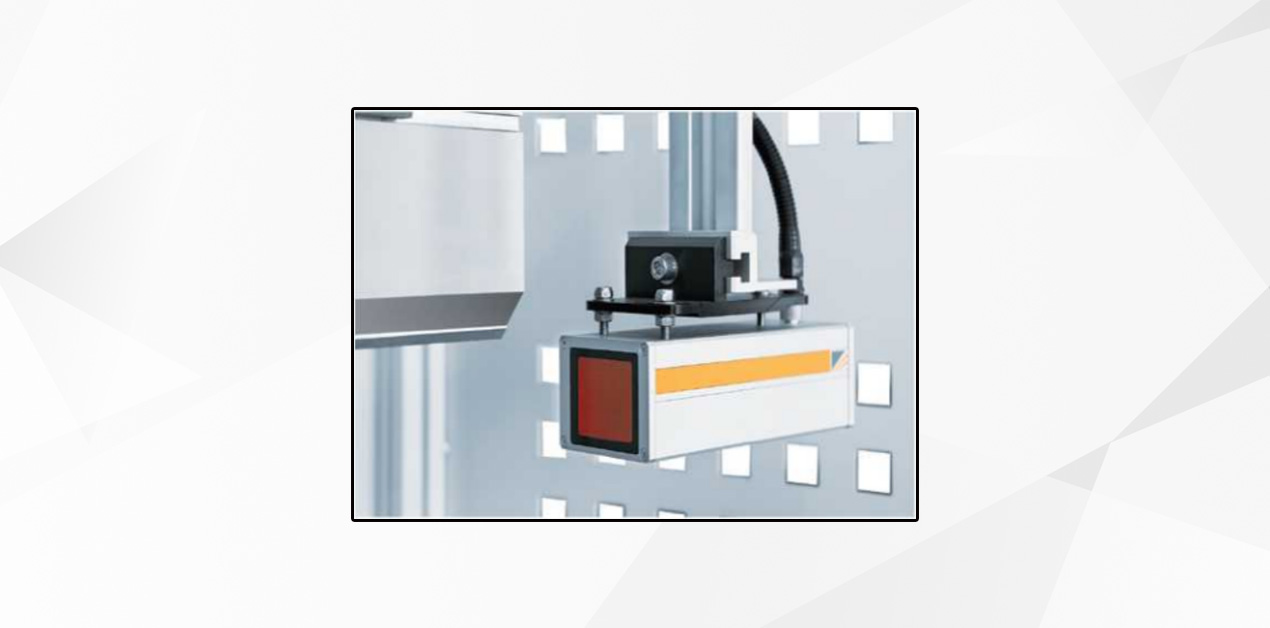
Lasersafe säkerhetsskydd
·Lasersafe PSC-OHS säkerhetsskydd, kommunikation mellan CNC-styrenhet och säkerhetsstyrmodul
· Dubbelbalkskydd finns på en punkt 4 mm under spetsen på det övre verktyget för att skydda operatörens fingrar. Tre områden (fram, mitt och bak) på leasaren kan stängas flexibelt för att säkerställa komplex lådbockningsprocess. Stängningspunkten är 6 mm för att uppnå effektiv och säker produktion.
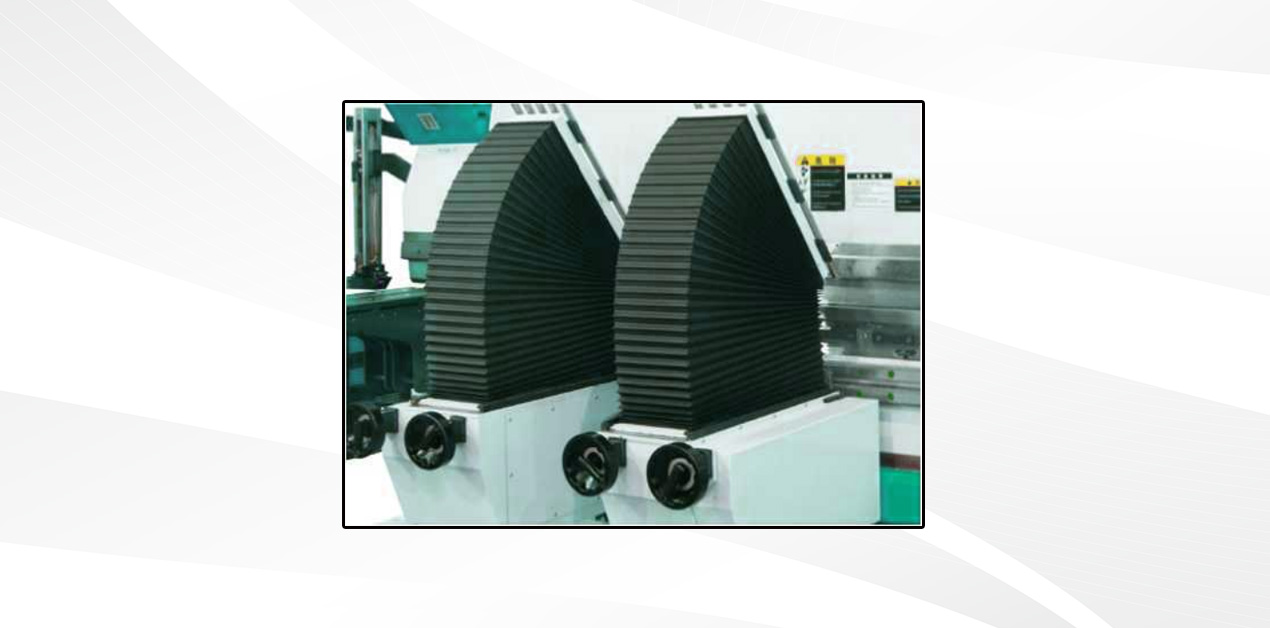
Hjälp med mekanisk servobockning
· När markbockningsstödplattan kan utföra funktionen att vrida efterföljande, beräknas och styrs följvinkeln och hastigheten av CNC-styrenheten, och den rör sig längs linjärstyrningen åt vänster och höger.
· Justera höjden upp och ner för hand, fram och bak kan också justeras manuellt för att passa olika bottenöppningar
· Stödplattformen kan vara av borste eller rostfritt stålrör, beroende på arbetsstyckets storlek kan två stödlänkrörelser eller separat rörelse väljas.
Huvudsakliga tekniska parametrar
| Maskinmodell | WE67K-63T/1600 | |
| Nominellt tryck | 630 kN | |
| Böjningslängd | 1600 mm | |
| Avstånd mellan kolumner | 920 mm | |
| Halsdjup | 230 mm | |
| MAX-systemtryck | 22 MPa | |
| Glidens körtillstånd | rörlig resa/stroke | 200 mm |
| snabb nedfart | 180 mm/s | |
| returhastighet | 110 mm/s | |
| arbetshastighet | 10 mm/s | |
| Slidkörningsprecision | Positionsnoggrannhet | ±0,03 mm |
| Repetera positionsnoggrannhet | ±0,02 mm | |
| Huvudmotorns effekt | Driva | 7,5 kW |
| rotationshastighet | 1440 varv/min | |
| Operativsystem | Modell | KT15 |
| Oljepump | Modell | Kinas höga kvalitet |
| Böjningsprecision | vinkel | ±30 |
| rakhet | ±0,7 mm/m | |
| Spänning | 220/380/420660V | |

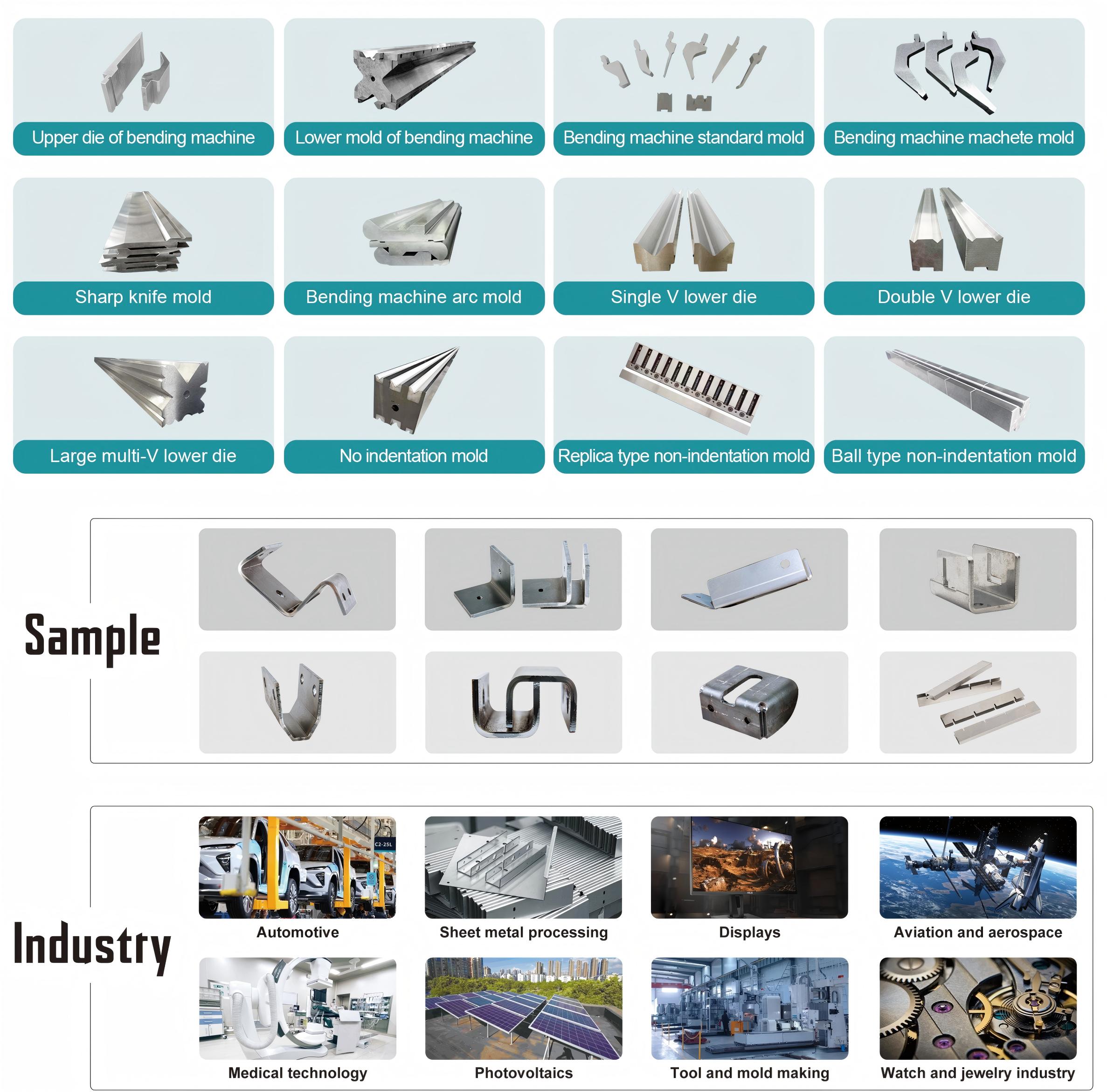
Prover
Förpackning

Fabrik

Vår tjänst
Kundbesök

Offlineaktivitet

Vanliga frågor
F: Har ni CE-dokument och andra dokument för tullklarering?
A: Ja, vi har CE, ger dig en enda service.
Först visar vi dig varan och efter leverans ger vi dig CE-certifikat/packlista/faktura/försäljningskontrakt för tullklarering.
A: Kan du berätta dina material: cs eller ss och deras tjocklek? Och den största böjbredden? Då bekräftar jag maskinmodellen åt dig.
-

WE67K-135T4100 Högkvalitativ hydraulisk CNC-böjningsmaskin...
-

LX-350T-1250 Full elektrisk servebockningsmaskin...
-

WG67k-40T1600 Prisvärd högeffektiv metall...
-

LX-1030 CNC stålplåt plåt helelektrisk ...
-

WC67K-125T4000 Billigaste CNC-bockningsmaskin Sol...
-

LX-6020 Universell högeffektiv helelektrisk ...











