
Delar Sidohängande struktur i ett stycke svetsad säng
Sidohängande struktur i ett stycke svetsad säng Bädden har en sidohängande struktur och en svetsad bädd i ett stycke, som glödgas för att eliminera inre spänningar. Efter grovbearbetning utförs vibrationsåldring innan bearbetningen avslutas, vilket avsevärt förbättrar maskinens styvhet och stabilitet och säkerställer maskinens noggrannhet. AC-servomotorn styrs av det numeriska styrsystemet, och chucken realiserar en fram- och återgående rörelse i Y-riktningen efter att motorn drivits, vilket realiserar snabb rörelse och matningsrörelse. Både Y-axelkuggstången och den linjära styrskenan är tillverkade av högprecisionsprodukter, vilket effektivt garanterar transmissionens noggrannhet; gränsbrytarna i båda ändar av slaget styrs, och en hård gränsanordning är installerad samtidigt, vilket effektivt säkerställer säkerheten för maskinverktygets rörelse; maskinverktyget är utrustat med en automatisk smörjanordning som tillsätter smörjolja till bäddens rörliga delar med jämna mellanrum för att säkerställa att de rörliga delarna fungerar i gott skick, vilket kan förbättra livslängden för styrskenor, kugghjul och kuggstänger.
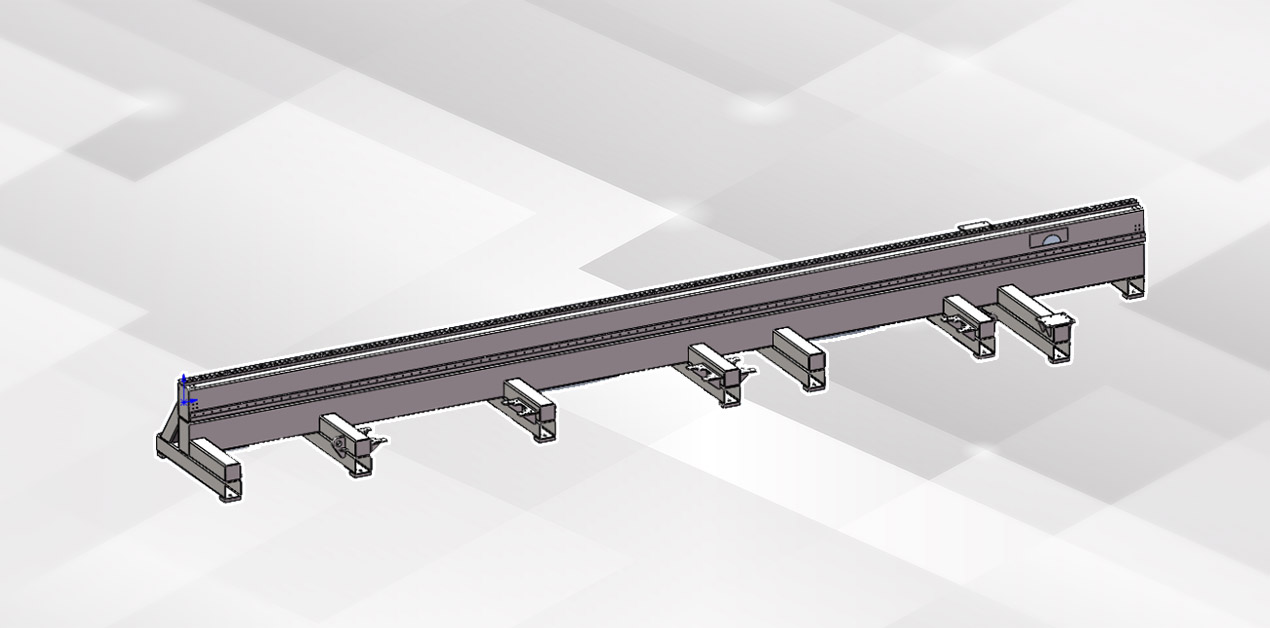
Det finns två uppsättningar stödmekanismer installerade på bädden, och det finns två typer tillgängliga: 1. Följestödet styrs av en oberoende servomotor för att röra sig upp och ner, främst för att utföra följdstöd vid överdriven deformation av långskurna rör (rör med liten diameter). När den bakre chucken rör sig till motsvarande position kan hjälpstödet sänkas för att undvika. 2. Hjulstödet med variabel diameter lyfts och sänks av cylindern, och det kan manuellt justeras till olika skalpositioner för att stödja rör av olika storlekar.
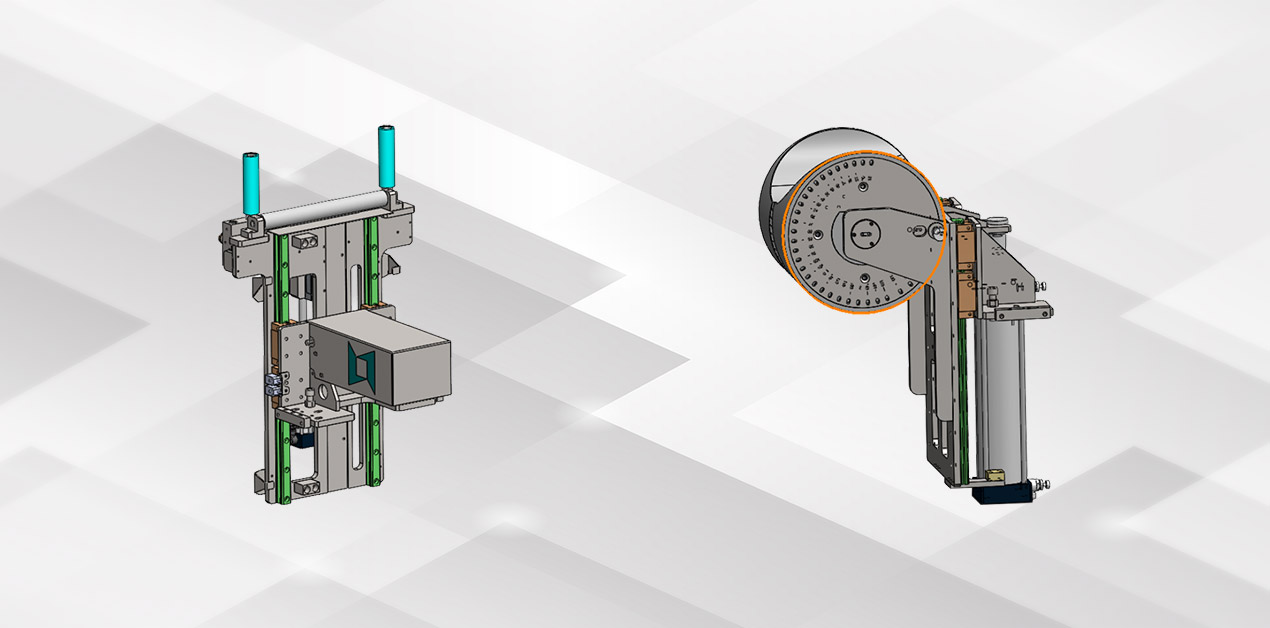
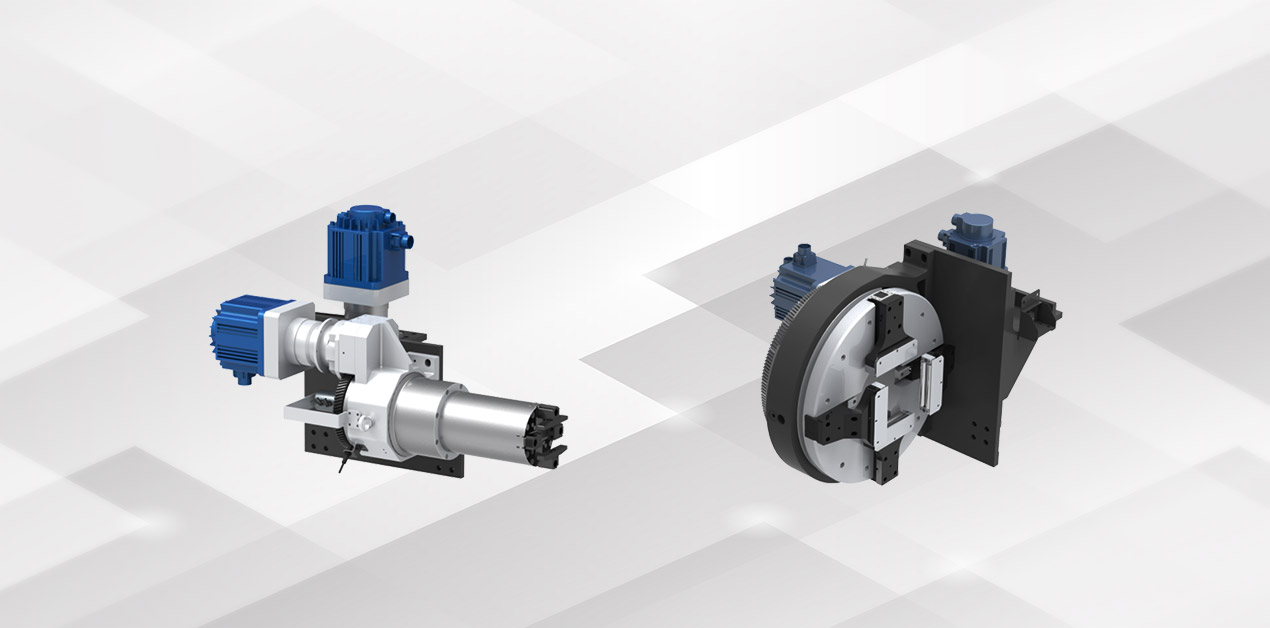
Chucken är uppdelad i två pneumatiska fullslagschuckar fram och bak, som båda kan röra sig i Y-riktningen. Den bakre chucken ansvarar för att klämma fast och mata röret, och den främre chucken är installerad i änden av bädden för att klämma fast material. De främre respektive bakre chuckarna drivs av servomotorer för att uppnå synkron rotation. Med gemensam fastspänning av dubbla chuckar kan korta ändar uppnås, och den korta änden av mynningen kan nå 20-40 mm, samtidigt som den stöder korta ändar för längre ändar. Rörskärmaskinen i TN-serien använder metoden för chuckrörelse och undvikande, vilket kan uppnå skärning med två chuckar hela tiden, och kommer inte att orsaka att röret blir för långt och instabilt, och precisionen är inte tillräcklig.
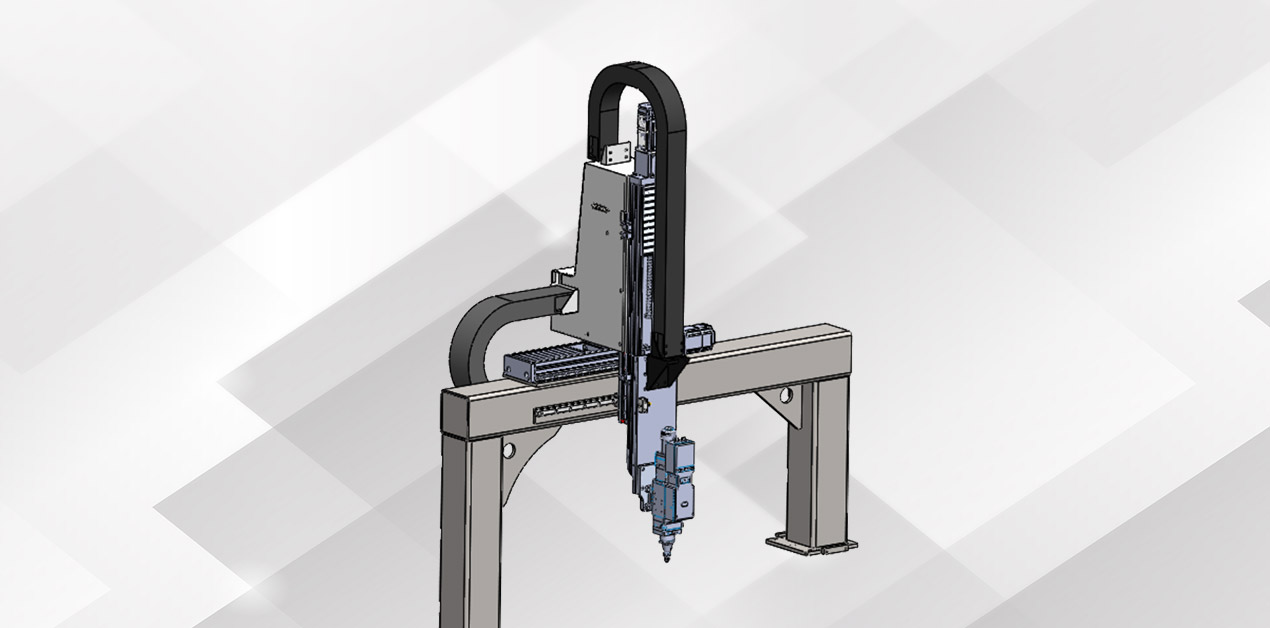
Tvärbalken på X-axelanordningen använder en gantrystruktur, som är svetsad med en kombination av fyrkantsrör och stålplåt. Gantrykomponenten är fixerad på bädden, och X-axeln drivs av en servomotor för att driva kuggstången för att realisera glidplattans fram- och återgående rörelse i X-riktningen. Under rörelseprocessen styr gränsbrytaren slaget för att begränsa positionen för att säkerställa systemets driftsäkerhet. Samtidigt har X/Z-axeln ett eget organskydd för att skydda den interna strukturen och uppnå bättre skydd och dammborttagningseffekter. Z-axelanordningen realiserar huvudsakligen laserhuvudets upp- och nedrörelse. Z-axeln kan användas som en CNC-axel för att utföra sin egen interpoleringsrörelse, och samtidigt kan den länkas till X- och Y-axlarna, och kan också växlas till uppföljningskontroll för att möta behoven i olika situationer.